1单晶高温合金的基本概念
在航空发动机需要用到高温合金的各个部件中,要求最高的是涡轮叶片,特别是最靠近燃烧室的前几级涡轮叶片,需要在高温、腐蚀环境下承受大载荷,而且工作寿命长达数千小时。增强涡轮叶片的承温能力可直接提高涡轮进口温度,而提高涡轮进口温度是提高航空发动机效率的有效方法。
半个多世纪以来,涡轮叶片的承温能力从上世纪40年代的750℃提高到了90年代的1500℃左右再到目前的2000℃左右。传统工艺铸造的涡轮叶片根本无法承受如此高的温度,甚至会被熔化,无法有效地工作。单晶高温合金成功解决了航空发动机涡轮叶片耐高温的问题。

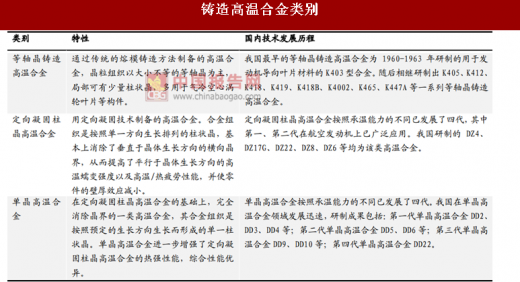
铸造高温合金按照凝固结晶组织的不同,可分为等轴晶铸造高温合金、定向凝固柱晶高温合金、单晶高温合金。单晶高温合金是在等轴晶和定向柱晶高温合金基础上发展起来的一类航空发动机涡轮叶片材料。
单晶涡轮叶片优异的耐高温性能主要取决于整个叶片只有一个晶体,它消除了对空洞和裂纹敏感的横向晶界,使全部晶界平行于应力轴放向,从而改善了合金的物理性能;此外,由于单晶叶片消除了全部晶界,不必加入晶界强化元素,从而使合金的初熔温度相对提高。

单晶高温合金是先进航空发动机的关键材料,多年来各国十分重视镍基单晶合金的研制和开发,采用镍基单晶高温合金制造涡轮叶片已成为当前先进航空发动机的标志之一。F119(配套F22战斗机)、GE90(配套波音777)、EJ200(配套欧洲EF2000台风战斗机)、M88-2(配套法国阵风战斗机)等先进航空发动机无一例外地选用了单晶合金作为叶片材料。
采用单晶合金的航空发动机的燃油效率比采用定向合金提高30%以上,寿命大大延长。例如,采用第三大单晶合金作为叶片材料的推重比为10的F119发动机涡轮进口温度为1677℃,比采用定向合金的推重比为8的F100发动机涡轮进口温度(1370℃)提高了307°。
镍基单晶高温合金通常划分为五代,第一代单晶高温合金的应用起始于20世纪70年代,其承温能力比定向凝固高温合金约高30℃。随着徕(Re)元素的引入,到了80年代,承温能力比第一代单晶合金分别约高30℃和60℃第二代和第三代单晶合金相继出现。
第二代单晶合金通过加入铼(Re)元素、增加高熔点元素的含量等方式,提高了合金力学性能、抗热腐蚀性能及热强性能,成为目前应用最多的单晶高温合金。近期开始在单晶合金中加人元素钌(Ru),从而研制出第四代至第五代单晶高温合金。但由于组织稳定性、成本、技术成熟度等原因,应用并不广泛。
2空心单晶高温合金叶片
由于涡轮单晶叶片所处温度高,在提高材料承温能力的同时,不断改善叶片的气冷结构,提高冷却效率也是目前涡轮叶片设计与制造者所追求的目标。目前航空发动机涡轮叶片普遍采用复合气模冷却式的单晶空心叶片结构。空气冷却的空心涡轮叶片能在温度超过合金熔点的情况下正常工作,从而提高涡轮进口温度,增大发动机的推力。
涡轮航空发动机中有大约20%的压缩空气用来冷却叶片,目前对发动机叶片的冷却总体上分为两类:
1.外部冷却。在这种方式下,冷流体通过叶片壁面上的小孔从内部流出,在壁面外侧生成一层气膜。
2.内部冷却。在这种方式下,叶片上的热量由叶片内部的强制流动以不同的方式带走。
参考中国报告网发布《2017-2022年中国有色金属合金制造行业运营态势与投资趋势研究报告》
单晶涡轮叶片是目前航空发动机所有零件中制造工序最多、周期最长、合格率最低、国外封锁和垄断最为严格的发动机零件。
制造单晶涡轮叶片的工序包括压芯、修芯、型芯烧结、型芯检验、型芯与外型模具的匹配、蜡模压注、蜡模X光检验、蜡模壁厚检测、蜡模修整、蜡模组合、引晶系统系统及浇冒口组合、涂料撤砂、壳型干燥、壳型脱蜡、壳型焙烧、叶片浇注、单晶凝固、清壳吹砂、初检、荧光检查、脱芯、打磨、弦宽测量、叶片X光检查、X光底片检查、型面检查、精修叶片、叶片壁厚检测、终检等制造环节。除此之外,还必须完成涡轮叶片精铸模具设计和制造工作。
铸造空心叶片的关键技术之一是制造出能形成其内腔的陶瓷型芯,以便形成空间交错的冷却通道,因此陶瓷型芯的制造技术在各国都是核心机密。如美国的LakeErieDesign陶瓷型芯公司,外人很难进入,更不允许拍照和录像,陶瓷型芯完整的原料配方,在公司里也只有少数人知道。
3单晶高温合金的制备工艺
铸件形成定向柱晶组织必须具备两个条件,一是热流必须垂直于晶体生长的固液界面单向流动,二是固液界前方的液体中没有稳定的晶核。Bridgman法就是一种广泛应用的由高温熔体生长单晶的方法。单晶和定向柱晶凝固过程的唯一差别是单晶必须是由一个晶核长大而成的。获得单一晶核的方法通常有两种,即选晶法和籽晶法,两种方法各有优缺点、互相补充。
4单晶高温合金研制周期
根据调研,单晶高温合金从研制到成熟可用需经历较长的时间。
在欧美发达国家,即使在科学、工业技术上具有雄厚的基础,一种单晶高温合金从研制到成熟可用也需要经历15年以上的研制周期。
比如,美国GE公司目前大量应用的第二代单晶高温合金RenéN5,在20世纪80年代初开始合金研制,到90年代中后期合金才得到应用;美国P&W公司大量应用的第二代单晶高温合金PWA1484,在20世纪80年代初期开始研制,90年代中后期才应用在F110等先进航空发动机上。
单晶高温合金叶片研制难度和周期与其结构复杂性有关,普通复杂程度的单晶叶片研制周期较短,但在航空发动机上应用也需经历较长的时间。
从单晶实心叶片到单晶空心叶片、到高效气冷复杂空心叶片等,技术难度跨度很大,相应的研制周期跨度也较大。
一般一种普通复杂程度的单晶空心叶片从图纸确认、模具设计到试制、再到小批投产,需要1~2年时间。但单晶叶片由于其复杂的服役环境,需要进行大量的验证试验,一般一种普通结构的单晶空心叶片从研制出来以后到航空发动机上应用需5~10年的时间,有的随发动机研制进度,甚至需要15年或更长的时间。
5单晶高温合金的市场容量
据《国外航空发动机单晶高温合金发展应用观察》(2016.4)报道,单晶高温合金仅用于制造单晶叶片,一台先进航空发动机约需要100~200片单晶叶片,单晶合金叶片总重不超过50公斤。
因此,即使面对市场广阔的民机市场,全世界单晶叶片的市场需求是有限的。据初步统计,全世界先进航空发动机每年对单晶高温合金的需求仅约200~400吨。
据科技日报《攻克叶片制造难题为航空发动机加力量——记中国科学院金属研究所研究员周亦胄》(2017.3)报道,含3wt.%铼的第二代单晶高温合金价格为200万元/吨(母合金,下同),含6wt.%铼的第三代单晶高温合金价格达到约300万元/吨。
根据中国报告网估算数据,全球航空发动机每年单晶高温合金母合金的市场容量约为6亿元。
据文汇报《中国燃气轮机技术获得重要突破成本降低3/4》(2012.9)报道,上海市科委重大专项“高温合金叶片制造技术”取得重大突破,我国自主培养的最长一块单晶叶片——30厘米长的F级重型燃气轮机涡轮高温叶片研制成功。
验收项目的负责人,上海大学任忠鸣介绍,目前我国大部分电厂的燃气轮机都是整机从国外购买,一台就需要花费十几亿元。
一片进口单晶叶片的造价约在40万元左右,经过中间代理商卖给中国厂家,价格翻了2.8倍,即112万元,一台燃气轮机需要由数级涡轮叶片组成,其中1级涡轮叶片需由96片这种的单晶叶片组成,也就是说,仅1级涡轮叶片的购买价格,就在1亿元左右。生产工艺稳定后,上海大学自主研发的单晶叶片造价大约为10万元/片,仅为国外价格的1/4。
航空发动机尺寸较小,按照重型燃气轮机的单晶涡轮叶片价格的1/5估算,每片价格约2万元。按照每片叶片重量200~300克估算,航空发动机单晶叶片的单位重量价格为8000万元/吨。根据中国报告网估算数据,全球先进航空发动机每年单晶高温合金叶片市场容量约在160~320亿元之间。
在航空发动机需要用到高温合金的各个部件中,要求最高的是涡轮叶片,特别是最靠近燃烧室的前几级涡轮叶片,需要在高温、腐蚀环境下承受大载荷,而且工作寿命长达数千小时。增强涡轮叶片的承温能力可直接提高涡轮进口温度,而提高涡轮进口温度是提高航空发动机效率的有效方法。
半个多世纪以来,涡轮叶片的承温能力从上世纪40年代的750℃提高到了90年代的1500℃左右再到目前的2000℃左右。传统工艺铸造的涡轮叶片根本无法承受如此高的温度,甚至会被熔化,无法有效地工作。单晶高温合金成功解决了航空发动机涡轮叶片耐高温的问题。
国外航空发动机发展历程

表:国外航空发动机发展历程
铸造高温合金按照凝固结晶组织的不同,可分为等轴晶铸造高温合金、定向凝固柱晶高温合金、单晶高温合金。单晶高温合金是在等轴晶和定向柱晶高温合金基础上发展起来的一类航空发动机涡轮叶片材料。
单晶涡轮叶片优异的耐高温性能主要取决于整个叶片只有一个晶体,它消除了对空洞和裂纹敏感的横向晶界,使全部晶界平行于应力轴放向,从而改善了合金的物理性能;此外,由于单晶叶片消除了全部晶界,不必加入晶界强化元素,从而使合金的初熔温度相对提高。
铸造高温合金类别

表:铸造高温合金类别

图:等轴晶、定向晶及单晶叶片
单晶高温合金是先进航空发动机的关键材料,多年来各国十分重视镍基单晶合金的研制和开发,采用镍基单晶高温合金制造涡轮叶片已成为当前先进航空发动机的标志之一。F119(配套F22战斗机)、GE90(配套波音777)、EJ200(配套欧洲EF2000台风战斗机)、M88-2(配套法国阵风战斗机)等先进航空发动机无一例外地选用了单晶合金作为叶片材料。
采用单晶合金的航空发动机的燃油效率比采用定向合金提高30%以上,寿命大大延长。例如,采用第三大单晶合金作为叶片材料的推重比为10的F119发动机涡轮进口温度为1677℃,比采用定向合金的推重比为8的F100发动机涡轮进口温度(1370℃)提高了307°。
镍基单晶高温合金通常划分为五代,第一代单晶高温合金的应用起始于20世纪70年代,其承温能力比定向凝固高温合金约高30℃。随着徕(Re)元素的引入,到了80年代,承温能力比第一代单晶合金分别约高30℃和60℃第二代和第三代单晶合金相继出现。
第二代单晶合金通过加入铼(Re)元素、增加高熔点元素的含量等方式,提高了合金力学性能、抗热腐蚀性能及热强性能,成为目前应用最多的单晶高温合金。近期开始在单晶合金中加人元素钌(Ru),从而研制出第四代至第五代单晶高温合金。但由于组织稳定性、成本、技术成熟度等原因,应用并不广泛。
2空心单晶高温合金叶片
由于涡轮单晶叶片所处温度高,在提高材料承温能力的同时,不断改善叶片的气冷结构,提高冷却效率也是目前涡轮叶片设计与制造者所追求的目标。目前航空发动机涡轮叶片普遍采用复合气模冷却式的单晶空心叶片结构。空气冷却的空心涡轮叶片能在温度超过合金熔点的情况下正常工作,从而提高涡轮进口温度,增大发动机的推力。
涡轮航空发动机中有大约20%的压缩空气用来冷却叶片,目前对发动机叶片的冷却总体上分为两类:
1.外部冷却。在这种方式下,冷流体通过叶片壁面上的小孔从内部流出,在壁面外侧生成一层气膜。
2.内部冷却。在这种方式下,叶片上的热量由叶片内部的强制流动以不同的方式带走。
参考中国报告网发布《2017-2022年中国有色金属合金制造行业运营态势与投资趋势研究报告》

图:铸造高温合金类别
单晶涡轮叶片是目前航空发动机所有零件中制造工序最多、周期最长、合格率最低、国外封锁和垄断最为严格的发动机零件。
制造单晶涡轮叶片的工序包括压芯、修芯、型芯烧结、型芯检验、型芯与外型模具的匹配、蜡模压注、蜡模X光检验、蜡模壁厚检测、蜡模修整、蜡模组合、引晶系统系统及浇冒口组合、涂料撤砂、壳型干燥、壳型脱蜡、壳型焙烧、叶片浇注、单晶凝固、清壳吹砂、初检、荧光检查、脱芯、打磨、弦宽测量、叶片X光检查、X光底片检查、型面检查、精修叶片、叶片壁厚检测、终检等制造环节。除此之外,还必须完成涡轮叶片精铸模具设计和制造工作。
铸造空心叶片的关键技术之一是制造出能形成其内腔的陶瓷型芯,以便形成空间交错的冷却通道,因此陶瓷型芯的制造技术在各国都是核心机密。如美国的LakeErieDesign陶瓷型芯公司,外人很难进入,更不允许拍照和录像,陶瓷型芯完整的原料配方,在公司里也只有少数人知道。
3单晶高温合金的制备工艺
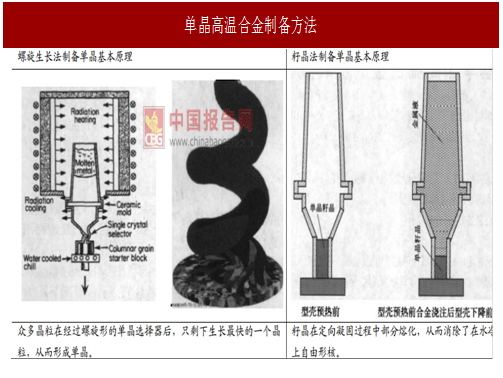
铸件形成定向柱晶组织必须具备两个条件,一是热流必须垂直于晶体生长的固液界面单向流动,二是固液界前方的液体中没有稳定的晶核。Bridgman法就是一种广泛应用的由高温熔体生长单晶的方法。单晶和定向柱晶凝固过程的唯一差别是单晶必须是由一个晶核长大而成的。获得单一晶核的方法通常有两种,即选晶法和籽晶法,两种方法各有优缺点、互相补充。

图:单晶高温合金制备方法
根据调研,单晶高温合金从研制到成熟可用需经历较长的时间。
在欧美发达国家,即使在科学、工业技术上具有雄厚的基础,一种单晶高温合金从研制到成熟可用也需要经历15年以上的研制周期。
比如,美国GE公司目前大量应用的第二代单晶高温合金RenéN5,在20世纪80年代初开始合金研制,到90年代中后期合金才得到应用;美国P&W公司大量应用的第二代单晶高温合金PWA1484,在20世纪80年代初期开始研制,90年代中后期才应用在F110等先进航空发动机上。
单晶高温合金叶片研制难度和周期与其结构复杂性有关,普通复杂程度的单晶叶片研制周期较短,但在航空发动机上应用也需经历较长的时间。
从单晶实心叶片到单晶空心叶片、到高效气冷复杂空心叶片等,技术难度跨度很大,相应的研制周期跨度也较大。
一般一种普通复杂程度的单晶空心叶片从图纸确认、模具设计到试制、再到小批投产,需要1~2年时间。但单晶叶片由于其复杂的服役环境,需要进行大量的验证试验,一般一种普通结构的单晶空心叶片从研制出来以后到航空发动机上应用需5~10年的时间,有的随发动机研制进度,甚至需要15年或更长的时间。
5单晶高温合金的市场容量
据《国外航空发动机单晶高温合金发展应用观察》(2016.4)报道,单晶高温合金仅用于制造单晶叶片,一台先进航空发动机约需要100~200片单晶叶片,单晶合金叶片总重不超过50公斤。
因此,即使面对市场广阔的民机市场,全世界单晶叶片的市场需求是有限的。据初步统计,全世界先进航空发动机每年对单晶高温合金的需求仅约200~400吨。
据科技日报《攻克叶片制造难题为航空发动机加力量——记中国科学院金属研究所研究员周亦胄》(2017.3)报道,含3wt.%铼的第二代单晶高温合金价格为200万元/吨(母合金,下同),含6wt.%铼的第三代单晶高温合金价格达到约300万元/吨。
根据中国报告网估算数据,全球航空发动机每年单晶高温合金母合金的市场容量约为6亿元。
据文汇报《中国燃气轮机技术获得重要突破成本降低3/4》(2012.9)报道,上海市科委重大专项“高温合金叶片制造技术”取得重大突破,我国自主培养的最长一块单晶叶片——30厘米长的F级重型燃气轮机涡轮高温叶片研制成功。
验收项目的负责人,上海大学任忠鸣介绍,目前我国大部分电厂的燃气轮机都是整机从国外购买,一台就需要花费十几亿元。
一片进口单晶叶片的造价约在40万元左右,经过中间代理商卖给中国厂家,价格翻了2.8倍,即112万元,一台燃气轮机需要由数级涡轮叶片组成,其中1级涡轮叶片需由96片这种的单晶叶片组成,也就是说,仅1级涡轮叶片的购买价格,就在1亿元左右。生产工艺稳定后,上海大学自主研发的单晶叶片造价大约为10万元/片,仅为国外价格的1/4。
航空发动机尺寸较小,按照重型燃气轮机的单晶涡轮叶片价格的1/5估算,每片价格约2万元。按照每片叶片重量200~300克估算,航空发动机单晶叶片的单位重量价格为8000万元/吨。根据中国报告网估算数据,全球先进航空发动机每年单晶高温合金叶片市场容量约在160~320亿元之间。
资料来源:中国报告网整理,转载请注明出处(GQ)
更多好文每日分享,欢迎关注公众号

【版权提示】观研报告网倡导尊重与保护知识产权。未经许可,任何人不得复制、转载、或以其他方式使用本网站的内容。如发现本站文章存在版权问题,烦请提供版权疑问、身份证明、版权证明、联系方式等发邮件至kf@chinabaogao.com,我们将及时沟通与处理。





