参考中国报告网发布《2016-2022年中国玻璃加工机械产业运营现状及十三五未来前景分析报告》
1、行业技术水平
(1)玻璃薄化技术水平
FPD 光电玻璃薄化技术分为物理研磨薄化技术和化学蚀刻薄化技术。
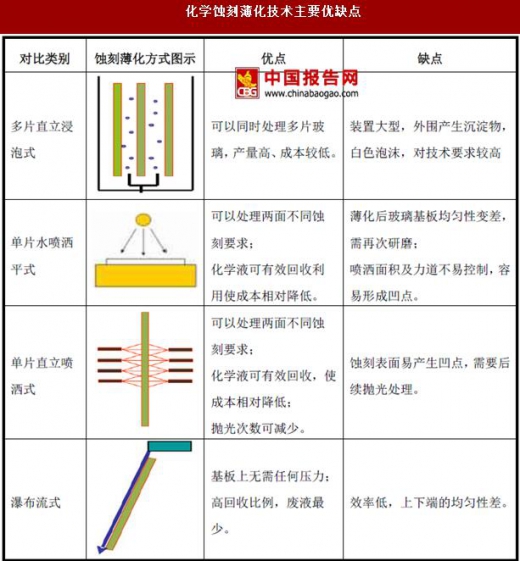
化学蚀刻薄化技术是利用氢氟酸化学溶液(HF)与玻璃基板表面的二氧化硅进行化学反应而使其溶解的原理,对面板进行咬蚀而将玻璃厚度变薄。现有化学蚀刻薄化方式主要有四种,分别是多片直立浸泡式、单片水喷洒平式、单片直立喷洒式、瀑布流式,四种化学蚀刻薄化方式各有优缺点且在实际生产中都有所应用,其图示及主要优缺点如下:
物理研磨薄化技术主要指机械设备抛光方式,通过使用抛光粉加纯水形成抛光液的加工介质,在一定的压力下流经机台盛盘与面板之间,借机台运转做相对运动,使硬质磨粒直接接触面板表面进而切削面板表面厚度。本制程利用此原理做短时间抛光以削减表面伤痕,将面板表面品质最佳化。

化学蚀刻与物理研磨两种FPD 光电玻璃薄化技术优缺点如下:
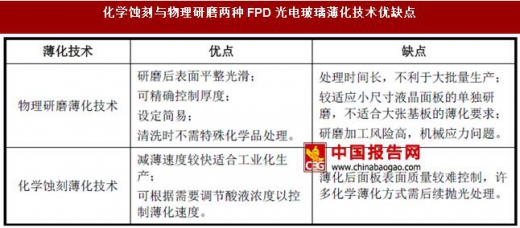
物理研磨薄化方式对液晶面板进行薄化处理虽然可行,但由于需要薄化的通常为大张基板,物理研磨方式显然不符合要求。通常,物理研磨薄化技术为化学蚀刻薄化技术的补充,在面板经过化学蚀刻后产生表面划伤时,再使用此方式。
目前,玻璃薄化主要以化学蚀刻为主,辅以物理研磨的方式对蚀刻后的玻璃表面进行修复。
(2)镀膜技术水平
①ITO 镀膜
国际上ITO 镀膜技术主要有平面磁控溅射技术、化学气相沉积技术、真空蒸镀技术、卷绕镀膜技术等技术类型。化学气相沉积技术主要应用于制造半导体产品中的薄膜材料;真空蒸镀主要用于光学薄膜的镀制;卷绕镀膜技术主要应用于在聚对苯二甲酸类塑料、橡胶等柔性基板材料上的镀膜。比较而言,平面磁控溅射技术的工艺控制性好、技术成熟、可靠性高,并可在大面积的玻璃基板上均匀成膜,因此,该工艺在FPD 光电玻璃上的镀膜应用最为广泛,国际上工业化生产ITO 导电玻璃大多采用此工艺。
②On-Cell 镀膜
On-Cell 属于嵌入式触摸屏的一种,是指将触摸屏嵌入到显示屏的彩色滤光片基板和偏光片之间的方法,即在液晶面板上配触摸传感器,三星、日立、LG等厂商在On-Cell 结构触摸屏上进展较快。目前,On-Cell 多应用于三星AMOLED面板产品上。
由于On-Cell 结构触摸屏只需在彩色滤光片基板和偏光板之间形成简单的透明电极图案等,因此容易确保成品率,同时像素内的有效显示区域的面积也不会减小,几乎不会由此发生画质劣化现象。
On-Cell 触控一体化技术得到普及,就无需再使用外置的触摸面板部件。制造触摸面板的厂商很有可能从原来的外置触摸面板厂商转型为液晶面板和彩色滤光片厂商。产品厂商从触摸面板厂商手中采购外置部件的原供应链也将有所改变,也将为行业带来On-Cell 镀膜的新机遇。
③In-Cell 抗干扰高阻镀膜
In-Cell 也属于嵌入式触摸屏的一种,它是将触控线路置于TFT-LCD 内部,形成显示与触摸一体的液晶面板,原本外置的触摸面板部件与液晶面板实现一体化,实现了面板的薄型化和轻量化。另外,在将触摸面板外置于液晶的原方式中,液晶和触摸面板之间存在物理空间,因此,在液晶面板的上面和触摸面板的下面之间会反射外来光线等,导致在室外等明亮的环境下的可视性降低,外置的触摸面板部件实现一体化后,便可抑制在室外等的可视性降低现象。
In-Cell 抗干扰高阻镀膜技术属于首创技术,是一种替代偏光片式抗干扰防静电的新技术,与业内原有技术相比,此项技术特点系直接在In-Cell 玻璃基板的表面镀膜形成,所需技术、材料一般也无需依赖进口,相较而言,江西沃格光电股份有限公司In-Cell 抗干扰高阻镀膜较原有方式加工更简单、成本更低。
2、行业技术特点
随着信息技术发展,消费者对智能手机、平板电脑等移动终端消费电子产品轻薄化、大型化的需求越来越大,FPD 光电玻璃精加工的市场规模越来越大,具有十分广阔的市场前景,这也将带动FPD 光电玻璃精加工行业技术快速发展。
未来FPD 光电玻璃精加工技术的发展特点如下:
(1)玻璃薄化技术发展特点
近年来消费电子产品“轻、薄化”设计的要求日益提高,智能手机、平板电脑等新兴消费类电子产品的显示屏往往只有0.4~0.6mm 的厚度,而传统的TFT 基板玻璃一般在0.5mm 左右,加上中间填充液晶形成的液晶面板一般达到1.0mm至1.4mm,目前,液晶面板经过减薄厚度减少50%以上达到0.4mm 至0.5mm 左右,而且质量得到大幅提升。未来,在高质量及轻薄化的需求下,需将液晶面板进一步由0.4mm(或以上)厚度薄化至0.3mm 以下。
(2)镀膜技术发展特点
①低电阻ITO 镀膜技术
ITO 导电玻璃产品由普通TN/STN 型向中高档TN/STN 型发展,高档STN型产品主要为低电阻ITO 导电玻璃,方电阻值通常低于10Ω/cm2,对ITO 膜层厚度和表面缺陷的要求高,技术难度大。
②触摸屏用ITO 镀膜技术
用于触摸屏的ITO 导电膜玻璃要求高电阻、高电阻均匀性、高透过率,其中方电阻值为500Ω/cm2 左右,电阻均匀性达到±10%以内,制作难度大。此外,触摸屏还部分使用聚对苯二甲酸类塑料等材料,在聚对苯二甲酸类塑料等材料上镀ITO 膜则需要采用卷绕镀膜技术,技术要求也非常高。
③低温ITO 镀膜技术
通常ITO 镀膜是在玻璃温度为350℃左右的条件下进行。对于TFT-LCD,因为液晶耐受温度有限,需要采用低温ITO 镀膜技术,行业内低温ITO 镀膜时温度通常在100℃以下,同时为了确保CF 玻璃的ITO 膜层的电阻率、透过率和耐化学性等技术性能,CF 上镀ITO 膜必须采取专用的低温ITO 镀膜技术。
④ On-Cell 镀膜
技术原理与ITO 镀膜基本相同,但On-Cell 驱动要求高,电阻25-30Ω,在镀膜过程中使用多阴极工艺,为防止触控线路短路与侧蚀,膜层厚度1300±200,技术实现难度较普通ITO 镀膜大。
⑤ In-Cell 抗干扰高阻镀膜
In-Cell 抗干扰高阻镀膜,是一种替代偏光片式抗干扰防静电的新技术,特点在于直接在In-Cell 基板的表面镀膜形成,具体为在镀膜前先使用真空等离子清洗,将In-Cell 基板表面在真空中清洗干净,去除杂质,然后利用镀膜方法,使用特殊镀膜材料,在过程中加入氮气、氧气等多种反应气体形成一种既具有防触控信号干扰又具有防静电的功能薄膜,电阻达到10^8Ω,透过率98%,抗静电能力达到8KV 以上,可分为In-Cell 超高组磁控溅射法、In-Cell 超高组线棒溅射法、In-Cell 超高组激光蒸发镀膜法等。In-Cell 抗干扰高阻镀膜技术难度较高,目前业内掌握该项技术的企业非常少。
(3)触控显示一体化技术发展特点
随着智能手机越做越薄,传统屏幕将会被逐渐淘汰,而触摸显示一体化屏幕则会成为主流。实现触控显示一体化的方式中,全贴合技术是目前的发展趋势。
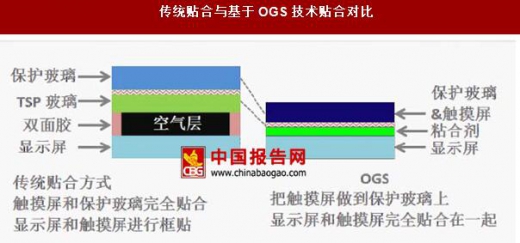
目前市场上常见的全贴合技术主要是以原有触控屏厂商为主导的OGS方案,以及由面板厂商主导的On-Cell和In-Cell技术方案。
OGS(One Gla数据来源:观研天下数据中心整理
Solution):是近年来兴起的一种在保护玻璃上直接形成ITO导电膜及传感器的技术,直接将触控功能感应线路蚀刻于盖板玻璃之上,从而减少了一层玻璃基板和一次贴合,因其透光性、轻薄度在普通GF之上,产线投资和产品良率又较内嵌式触摸屏存在一定优势。OGS的优点是技术成熟后可节省较多成本,且能减小触摸屏厚度和重量。目前,OGS各大厂商主要将研发方向往中大尺寸屏幕上转移。
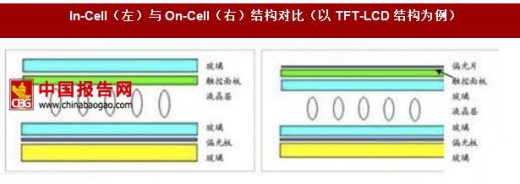
In-Cell:是将触控感应线路搭载于显示面板内部,在薄膜晶体管阵列基板与彩色滤色膜之间形成的盒内部嵌入触摸传感器功能,能有效减少光学胶等多种材料的使用,增加透光性的同时减少显示器件的厚度。In-Cell 技术首次大规模应用在iPhone5 手机上,并获得成功。得益于该技术,iPhone5 与iPhone4S 相比厚度下降18%达到7.6mm,重量则下降20%达到112g。随后,国内大陆地区多家面板、手机厂商也大幅进军In-Cell 领域,如华为和乐视的主打产品均搭载了In-Cell触控系统。In-Cell 技术未来将成为触摸屏企业争取下游客户资源的有利竞争力之一。

On-Cell:是将感应线路搭载于显示面板的彩色滤光片玻璃上表面或
AMOLED 的封装玻璃上表面,通过在彩色滤光片和偏光片之间形成简单的透明电极图案嵌入触摸屏,不但工艺难度相比In-Cell 技术有所降低,还可确保产品良率,并且有效显示区域面积不会减少,画质得到提高。On-Cell 技术最先在三星AMOLED 面板产品上得到使用,并获得了巨大的市场成功。2014 年韩国三星公司发布搭载On-Cell 技术和柔性AMOLED 技术的Galaxy 盖世系列旗舰手机,显示分辨率达到2560×1440。
目前,不管是基于OGS、On-Cell 及In-Cell 全贴合技术的触控显示产品,一般前期需要经过薄化、镀膜等精加工处理,与OGS 触控屏相比,On-Cell 触控屏需要在镀膜基础上增加一道黄光加工过程,In-Cell 触控屏则需要进行特别的In-Cell 抗干扰高阻镀膜加工过程。
1、行业技术水平
(1)玻璃薄化技术水平
FPD 光电玻璃薄化技术分为物理研磨薄化技术和化学蚀刻薄化技术。
化学蚀刻薄化技术是利用氢氟酸化学溶液(HF)与玻璃基板表面的二氧化硅进行化学反应而使其溶解的原理,对面板进行咬蚀而将玻璃厚度变薄。现有化学蚀刻薄化方式主要有四种,分别是多片直立浸泡式、单片水喷洒平式、单片直立喷洒式、瀑布流式,四种化学蚀刻薄化方式各有优缺点且在实际生产中都有所应用,其图示及主要优缺点如下:

资料来源:公开资料整理
物理研磨薄化技术主要指机械设备抛光方式,通过使用抛光粉加纯水形成抛光液的加工介质,在一定的压力下流经机台盛盘与面板之间,借机台运转做相对运动,使硬质磨粒直接接触面板表面进而切削面板表面厚度。本制程利用此原理做短时间抛光以削减表面伤痕,将面板表面品质最佳化。

资料来源:互联网
化学蚀刻与物理研磨两种FPD 光电玻璃薄化技术优缺点如下:

资料来源:公开资料整理
物理研磨薄化方式对液晶面板进行薄化处理虽然可行,但由于需要薄化的通常为大张基板,物理研磨方式显然不符合要求。通常,物理研磨薄化技术为化学蚀刻薄化技术的补充,在面板经过化学蚀刻后产生表面划伤时,再使用此方式。
目前,玻璃薄化主要以化学蚀刻为主,辅以物理研磨的方式对蚀刻后的玻璃表面进行修复。
(2)镀膜技术水平
①ITO 镀膜
国际上ITO 镀膜技术主要有平面磁控溅射技术、化学气相沉积技术、真空蒸镀技术、卷绕镀膜技术等技术类型。化学气相沉积技术主要应用于制造半导体产品中的薄膜材料;真空蒸镀主要用于光学薄膜的镀制;卷绕镀膜技术主要应用于在聚对苯二甲酸类塑料、橡胶等柔性基板材料上的镀膜。比较而言,平面磁控溅射技术的工艺控制性好、技术成熟、可靠性高,并可在大面积的玻璃基板上均匀成膜,因此,该工艺在FPD 光电玻璃上的镀膜应用最为广泛,国际上工业化生产ITO 导电玻璃大多采用此工艺。
②On-Cell 镀膜
On-Cell 属于嵌入式触摸屏的一种,是指将触摸屏嵌入到显示屏的彩色滤光片基板和偏光片之间的方法,即在液晶面板上配触摸传感器,三星、日立、LG等厂商在On-Cell 结构触摸屏上进展较快。目前,On-Cell 多应用于三星AMOLED面板产品上。
由于On-Cell 结构触摸屏只需在彩色滤光片基板和偏光板之间形成简单的透明电极图案等,因此容易确保成品率,同时像素内的有效显示区域的面积也不会减小,几乎不会由此发生画质劣化现象。
On-Cell 触控一体化技术得到普及,就无需再使用外置的触摸面板部件。制造触摸面板的厂商很有可能从原来的外置触摸面板厂商转型为液晶面板和彩色滤光片厂商。产品厂商从触摸面板厂商手中采购外置部件的原供应链也将有所改变,也将为行业带来On-Cell 镀膜的新机遇。
③In-Cell 抗干扰高阻镀膜
In-Cell 也属于嵌入式触摸屏的一种,它是将触控线路置于TFT-LCD 内部,形成显示与触摸一体的液晶面板,原本外置的触摸面板部件与液晶面板实现一体化,实现了面板的薄型化和轻量化。另外,在将触摸面板外置于液晶的原方式中,液晶和触摸面板之间存在物理空间,因此,在液晶面板的上面和触摸面板的下面之间会反射外来光线等,导致在室外等明亮的环境下的可视性降低,外置的触摸面板部件实现一体化后,便可抑制在室外等的可视性降低现象。
In-Cell 抗干扰高阻镀膜技术属于首创技术,是一种替代偏光片式抗干扰防静电的新技术,与业内原有技术相比,此项技术特点系直接在In-Cell 玻璃基板的表面镀膜形成,所需技术、材料一般也无需依赖进口,相较而言,江西沃格光电股份有限公司In-Cell 抗干扰高阻镀膜较原有方式加工更简单、成本更低。
2、行业技术特点
随着信息技术发展,消费者对智能手机、平板电脑等移动终端消费电子产品轻薄化、大型化的需求越来越大,FPD 光电玻璃精加工的市场规模越来越大,具有十分广阔的市场前景,这也将带动FPD 光电玻璃精加工行业技术快速发展。
未来FPD 光电玻璃精加工技术的发展特点如下:
(1)玻璃薄化技术发展特点
近年来消费电子产品“轻、薄化”设计的要求日益提高,智能手机、平板电脑等新兴消费类电子产品的显示屏往往只有0.4~0.6mm 的厚度,而传统的TFT 基板玻璃一般在0.5mm 左右,加上中间填充液晶形成的液晶面板一般达到1.0mm至1.4mm,目前,液晶面板经过减薄厚度减少50%以上达到0.4mm 至0.5mm 左右,而且质量得到大幅提升。未来,在高质量及轻薄化的需求下,需将液晶面板进一步由0.4mm(或以上)厚度薄化至0.3mm 以下。
(2)镀膜技术发展特点
①低电阻ITO 镀膜技术
ITO 导电玻璃产品由普通TN/STN 型向中高档TN/STN 型发展,高档STN型产品主要为低电阻ITO 导电玻璃,方电阻值通常低于10Ω/cm2,对ITO 膜层厚度和表面缺陷的要求高,技术难度大。
②触摸屏用ITO 镀膜技术
用于触摸屏的ITO 导电膜玻璃要求高电阻、高电阻均匀性、高透过率,其中方电阻值为500Ω/cm2 左右,电阻均匀性达到±10%以内,制作难度大。此外,触摸屏还部分使用聚对苯二甲酸类塑料等材料,在聚对苯二甲酸类塑料等材料上镀ITO 膜则需要采用卷绕镀膜技术,技术要求也非常高。
③低温ITO 镀膜技术
通常ITO 镀膜是在玻璃温度为350℃左右的条件下进行。对于TFT-LCD,因为液晶耐受温度有限,需要采用低温ITO 镀膜技术,行业内低温ITO 镀膜时温度通常在100℃以下,同时为了确保CF 玻璃的ITO 膜层的电阻率、透过率和耐化学性等技术性能,CF 上镀ITO 膜必须采取专用的低温ITO 镀膜技术。
④ On-Cell 镀膜
技术原理与ITO 镀膜基本相同,但On-Cell 驱动要求高,电阻25-30Ω,在镀膜过程中使用多阴极工艺,为防止触控线路短路与侧蚀,膜层厚度1300±200,技术实现难度较普通ITO 镀膜大。
⑤ In-Cell 抗干扰高阻镀膜
In-Cell 抗干扰高阻镀膜,是一种替代偏光片式抗干扰防静电的新技术,特点在于直接在In-Cell 基板的表面镀膜形成,具体为在镀膜前先使用真空等离子清洗,将In-Cell 基板表面在真空中清洗干净,去除杂质,然后利用镀膜方法,使用特殊镀膜材料,在过程中加入氮气、氧气等多种反应气体形成一种既具有防触控信号干扰又具有防静电的功能薄膜,电阻达到10^8Ω,透过率98%,抗静电能力达到8KV 以上,可分为In-Cell 超高组磁控溅射法、In-Cell 超高组线棒溅射法、In-Cell 超高组激光蒸发镀膜法等。In-Cell 抗干扰高阻镀膜技术难度较高,目前业内掌握该项技术的企业非常少。
(3)触控显示一体化技术发展特点
随着智能手机越做越薄,传统屏幕将会被逐渐淘汰,而触摸显示一体化屏幕则会成为主流。实现触控显示一体化的方式中,全贴合技术是目前的发展趋势。
目前市场上常见的全贴合技术主要是以原有触控屏厂商为主导的OGS方案,以及由面板厂商主导的On-Cell和In-Cell技术方案。
OGS(One Gla数据来源:观研天下数据中心整理
Solution):是近年来兴起的一种在保护玻璃上直接形成ITO导电膜及传感器的技术,直接将触控功能感应线路蚀刻于盖板玻璃之上,从而减少了一层玻璃基板和一次贴合,因其透光性、轻薄度在普通GF之上,产线投资和产品良率又较内嵌式触摸屏存在一定优势。OGS的优点是技术成熟后可节省较多成本,且能减小触摸屏厚度和重量。目前,OGS各大厂商主要将研发方向往中大尺寸屏幕上转移。

资料来源:公开资料整理
In-Cell:是将触控感应线路搭载于显示面板内部,在薄膜晶体管阵列基板与彩色滤色膜之间形成的盒内部嵌入触摸传感器功能,能有效减少光学胶等多种材料的使用,增加透光性的同时减少显示器件的厚度。In-Cell 技术首次大规模应用在iPhone5 手机上,并获得成功。得益于该技术,iPhone5 与iPhone4S 相比厚度下降18%达到7.6mm,重量则下降20%达到112g。随后,国内大陆地区多家面板、手机厂商也大幅进军In-Cell 领域,如华为和乐视的主打产品均搭载了In-Cell触控系统。In-Cell 技术未来将成为触摸屏企业争取下游客户资源的有利竞争力之一。

资料来源:公开资料整理
On-Cell:是将感应线路搭载于显示面板的彩色滤光片玻璃上表面或
AMOLED 的封装玻璃上表面,通过在彩色滤光片和偏光片之间形成简单的透明电极图案嵌入触摸屏,不但工艺难度相比In-Cell 技术有所降低,还可确保产品良率,并且有效显示区域面积不会减少,画质得到提高。On-Cell 技术最先在三星AMOLED 面板产品上得到使用,并获得了巨大的市场成功。2014 年韩国三星公司发布搭载On-Cell 技术和柔性AMOLED 技术的Galaxy 盖世系列旗舰手机,显示分辨率达到2560×1440。
In-Cell(左)与On-Cell(右)结构对比(以TFT-LCD 结构为例)

资料来源:公开资料整理
目前,不管是基于OGS、On-Cell 及In-Cell 全贴合技术的触控显示产品,一般前期需要经过薄化、镀膜等精加工处理,与OGS 触控屏相比,On-Cell 触控屏需要在镀膜基础上增加一道黄光加工过程,In-Cell 触控屏则需要进行特别的In-Cell 抗干扰高阻镀膜加工过程。
资料来源:中国报告网整理,转载请注明出处(GQ)
更多好文每日分享,欢迎关注公众号

【版权提示】观研报告网倡导尊重与保护知识产权。未经许可,任何人不得复制、转载、或以其他方式使用本网站的内容。如发现本站文章存在版权问题,烦请提供版权疑问、身份证明、版权证明、联系方式等发邮件至kf@chinabaogao.com,我们将及时沟通与处理。








