金刚石切割线,即通过金属的电沉积作用把金刚石颗粒镀覆在钢线表面而制成的一种线性切割工具。通过金刚石线切割机,金刚石切割线可以与物件间形成相对的磨削运动,从而实现切割的目的。目前,金刚石切割线主要应用于晶体硅和蓝宝石等硬脆材料的切割。
传统的切割方式包括钢片切割、带锯切割和内外圆片锯切割等,这些方式都存在切割损失大、表面精度差、表面损伤多等缺陷。为了提升对晶体硅、蓝宝石等硬脆材料的切割效率,上世纪90年代开始,出现了线锯切割方式,即通过钢线附带磨料的方式进行切割,线锯切割从最开始的单线线锯切割发展到现在的多线线锯切割。
目前市场上主流切割方式可分为金刚石线切割和砂浆钢线切割。砂浆钢线切割即在钢线来回摩擦切削材料的同时,在钢线上附着液体磨料(砂浆)如碳化硅(SiC)等,通过钢线、液体磨料和待切割材料三者间的相互摩擦作用进行切割。金刚石线切割即采用特殊技术手段将坚硬的金刚石牢牢地均匀固定在钢线上,再用制作完成的金刚石线对材料进行切割。
相较于传统砂浆切割工艺,金刚线切割技术具有以下优点:
1.切割效率高,速度提升五倍。单片硅片切割耗时传统砂浆切割需约10小时,金刚线切割仅需2小时。切割效率高主要缘于其技术特点:第一,金刚线采用固定方式结合金刚石颗粒,相比砂浆线处于游离状态的磨料,不仅参与磨削切割的金刚石更多(漏损少),而且减少了磨料之间的相互磨损。第二,金刚石硬度高,耐磨损能力强,从而切削和使用寿命更长。第三,金刚线固着的金刚石的运行速度与切割线一致,而游离状态的砂浆运行速度低于切割线。
2.材料损耗少、出片率高。切割线线径越大造成切割时刀缝越大从而导致材料损耗越多,而切割线的线径是裸线径与磨料/刃料直径之和。金刚线因切割能力强,其镀层比切割液与碳化硅混合形成的砂浆要小薄,从而造成的刀缝损耗较小。另外,金刚线切割造成的损伤层小于砂浆线切割,有利于切割更薄的硅片。更细的线径、更薄的切片有利于降低材料损耗,提高硅片的出片率。目前,硅片厚度多为180-200μm,砂浆切割的刀缝损耗约为150μm,金刚线切割的刀缝损耗约为80μm。因此,金刚线切割能提高约15%的出片量。
3.环境污染较小。砂浆切割会产生大量晶硅切割废砂浆,废砂浆含碳化硅、聚乙二醇、硅粉和金属粉末成分,环境威胁较大,其中部分粒径小于0.15μm的硅粉与水或潮湿空气接触时会快速反应并释放出易燃气体氢气和热量,如不进行妥善利用、处置会造成严重污染。金刚线使用水基磨削液(主要是水),有利于改善作业环境,同时简化洗净等后道加工程序。
4.产品质量提升。金刚线切割减少了加工损伤层,而且精度保持稳定,产生TTV(总厚度变化,硅片表面特定测量点的最大值和最小值之差)小。
5、运营成本下降。金刚线切割的设备占用资本、空间占用、人力和电力占用均有下降,整个生产流程更加简化,从而降低运营成本。
参考中国报告网发布《2016-2022年中国金刚石锯片市场产销调研及十三五投资价值分析报告》

按照制作工艺,金刚石切割线又可分为电镀金刚石线与树脂金刚石线。树脂金刚石线是先将液态树脂和金刚石粉末均匀搅拌混合,再均匀附着于钢线上,最后经过特殊技术烘烤制成。电镀金刚石线就是以电镀金属为结合剂,通过金属的电沉积作用把金刚石磨料固结在芯线基体上而成,其中金刚石磨料的尺寸一般为几微米到几十微米。
在目前的发展趋势下,电镀金刚石线具有单片耗线量低、线径规格更小、切割效率更高的突出优点,在硅晶体切割中显著优于树脂金刚石切割线。同样粗细的树脂线破断力与固结强度均远远低于电镀式金刚石线,其细线化发展潜力远低于电镀金刚石线,电镀金刚石线更符合未来金刚石切割线细线化发展的前景。此外,树脂金刚石线切割硅片时容易产生树脂脱皮和金刚石脱落,造成断线和硅片划伤,还可能影响后续制绒工艺。随着电镀金刚石线的制造成品的降低和规模化效应的显现,树脂金刚石线的成本优势也将减弱或消失。因此电镀金刚石切割线是金刚石切割线领域的主要发展方向。

传统的切割方式包括钢片切割、带锯切割和内外圆片锯切割等,这些方式都存在切割损失大、表面精度差、表面损伤多等缺陷。为了提升对晶体硅、蓝宝石等硬脆材料的切割效率,上世纪90年代开始,出现了线锯切割方式,即通过钢线附带磨料的方式进行切割,线锯切割从最开始的单线线锯切割发展到现在的多线线锯切割。
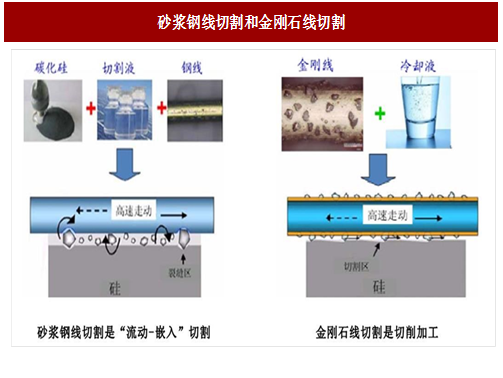
目前市场上主流切割方式可分为金刚石线切割和砂浆钢线切割。砂浆钢线切割即在钢线来回摩擦切削材料的同时,在钢线上附着液体磨料(砂浆)如碳化硅(SiC)等,通过钢线、液体磨料和待切割材料三者间的相互摩擦作用进行切割。金刚石线切割即采用特殊技术手段将坚硬的金刚石牢牢地均匀固定在钢线上,再用制作完成的金刚石线对材料进行切割。

图:砂浆钢线切割和金刚石线切割
相较于传统砂浆切割工艺,金刚线切割技术具有以下优点:
1.切割效率高,速度提升五倍。单片硅片切割耗时传统砂浆切割需约10小时,金刚线切割仅需2小时。切割效率高主要缘于其技术特点:第一,金刚线采用固定方式结合金刚石颗粒,相比砂浆线处于游离状态的磨料,不仅参与磨削切割的金刚石更多(漏损少),而且减少了磨料之间的相互磨损。第二,金刚石硬度高,耐磨损能力强,从而切削和使用寿命更长。第三,金刚线固着的金刚石的运行速度与切割线一致,而游离状态的砂浆运行速度低于切割线。
2.材料损耗少、出片率高。切割线线径越大造成切割时刀缝越大从而导致材料损耗越多,而切割线的线径是裸线径与磨料/刃料直径之和。金刚线因切割能力强,其镀层比切割液与碳化硅混合形成的砂浆要小薄,从而造成的刀缝损耗较小。另外,金刚线切割造成的损伤层小于砂浆线切割,有利于切割更薄的硅片。更细的线径、更薄的切片有利于降低材料损耗,提高硅片的出片率。目前,硅片厚度多为180-200μm,砂浆切割的刀缝损耗约为150μm,金刚线切割的刀缝损耗约为80μm。因此,金刚线切割能提高约15%的出片量。
3.环境污染较小。砂浆切割会产生大量晶硅切割废砂浆,废砂浆含碳化硅、聚乙二醇、硅粉和金属粉末成分,环境威胁较大,其中部分粒径小于0.15μm的硅粉与水或潮湿空气接触时会快速反应并释放出易燃气体氢气和热量,如不进行妥善利用、处置会造成严重污染。金刚线使用水基磨削液(主要是水),有利于改善作业环境,同时简化洗净等后道加工程序。
4.产品质量提升。金刚线切割减少了加工损伤层,而且精度保持稳定,产生TTV(总厚度变化,硅片表面特定测量点的最大值和最小值之差)小。
5、运营成本下降。金刚线切割的设备占用资本、空间占用、人力和电力占用均有下降,整个生产流程更加简化,从而降低运营成本。
参考中国报告网发布《2016-2022年中国金刚石锯片市场产销调研及十三五投资价值分析报告》

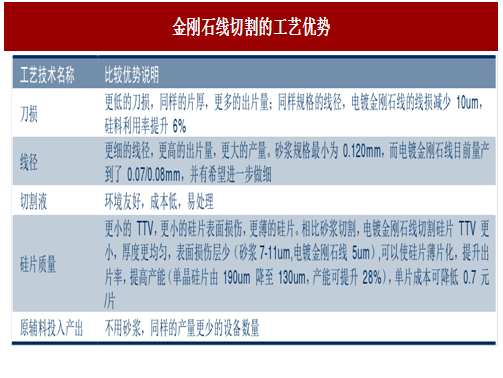
图:金刚石线切割与砂浆钢线切割主要指标对比

图:金刚石线切割的工艺优势
按照制作工艺,金刚石切割线又可分为电镀金刚石线与树脂金刚石线。树脂金刚石线是先将液态树脂和金刚石粉末均匀搅拌混合,再均匀附着于钢线上,最后经过特殊技术烘烤制成。电镀金刚石线就是以电镀金属为结合剂,通过金属的电沉积作用把金刚石磨料固结在芯线基体上而成,其中金刚石磨料的尺寸一般为几微米到几十微米。
在目前的发展趋势下,电镀金刚石线具有单片耗线量低、线径规格更小、切割效率更高的突出优点,在硅晶体切割中显著优于树脂金刚石切割线。同样粗细的树脂线破断力与固结强度均远远低于电镀式金刚石线,其细线化发展潜力远低于电镀金刚石线,电镀金刚石线更符合未来金刚石切割线细线化发展的前景。此外,树脂金刚石线切割硅片时容易产生树脂脱皮和金刚石脱落,造成断线和硅片划伤,还可能影响后续制绒工艺。随着电镀金刚石线的制造成品的降低和规模化效应的显现,树脂金刚石线的成本优势也将减弱或消失。因此电镀金刚石切割线是金刚石切割线领域的主要发展方向。

图:电镀金刚石线与树脂金刚石线对比
资料来源:中国报告网整理,转载请注明出处(ZQ)
更多好文每日分享,欢迎关注公众号

【版权提示】观研报告网倡导尊重与保护知识产权。未经许可,任何人不得复制、转载、或以其他方式使用本网站的内容。如发现本站文章存在版权问题,烦请提供版权疑问、身份证明、版权证明、联系方式等发邮件至kf@chinabaogao.com,我们将及时沟通与处理。








